技术资讯
一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务

一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务
作为在洵润环保水处理行业从业十余年的工程师,我经常在项目现场和客户反馈中遇到一个令人头疼的问题——反渗透膜元件端板脱落。这不仅导致系统产水水质恶化、运行压力异常升高,更可能造成整个膜堆的报废,直接经济损失动辄数万元。今天,我就从实战角度,系统剖析端板脱落的根本原因,并提供切实可行的解决方案。
一、端板脱落的现象与危害
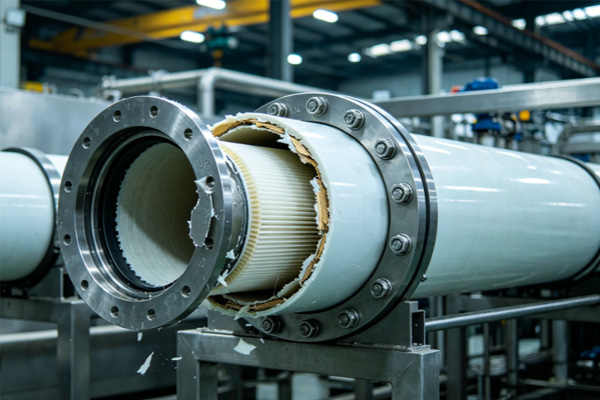
端板脱落通常表现为:系统产水电导率突然飙升、段间压差异常增大、单支膜元件两端出现可见的缝隙或分离。严重时,端板完全脱离膜壳,导致进水与产水直接短路,整个膜系统失去分离功能。
二、端板脱落的四大核心原因
1. 安装操作不当(占比最高,约60%)
暴力安装是元凶之首。许多操作人员在将膜元件推入膜壳时,使用铁管、木棒直接顶住端板中心孔施力,这个动作会瞬间在端板与膜叶粘接面产生巨大的剪切应力,直接破坏粘接结构。
正确的做法:必须使用专用的膜元件安装工具,其推力应均匀分布在端板边缘的加强筋上,而非中心产水管。
2. 水力冲击疲劳(运行中的隐形杀手)
反渗透系统每天都要经历启停、冲洗、化学清洗等操作。每次启动时,高压水流对端板的瞬间冲击力可达正常工作压力的3-5倍。尤其当系统未配置慢启动阀或变频控制时,这种水锤效应会反复“撕扯”端板粘接面。
典型案例:某电厂RO系统每周清洗一次,每次清洗泵直接全压启动,两年内该段24支膜中有11支出现端板松动。
3. 粘接剂老化与选型错误
膜元件生产过程中,端板与膜片、产水管之间依赖高强度环氧树脂粘接。部分低价膜元件为降低成本,使用耐水解性差的普通环氧胶。在长期接触55℃以上的热水或极端pH值(<2或>11)的清洗液时,粘接剂会加速水解老化,强度断崖式下降。
判断方法:脱落端板断面若呈现粉化、变色或分层现象,基本可判定为粘接剂失效。
4. 产水背压过高
当RO系统产水侧压力高于进水侧压力(即产生背压)时,产水会从中心管反向冲出,像“注射器推杆”一样将端板向外推。这种情况常发生在系统停机时产水阀关闭不严、或与后续高压处理单元(如高压RO、离子交换床)直接相连的系统中。
三、不同脱落实况的“故障树”诊断
脱落特征 最可能原因 确认方法
新膜运行<3个月脱落 安装损伤或粘接质量缺陷 检查安装记录、送检同批次产品
运行2-3年后逐渐出现 水力冲击疲劳或化学老化 查看启停频次、清洗记录
多支膜同时脱落 系统级水锤或背压事件 检查运行曲线、阀门动作时序
端板完整但中心管拉出 背压事故 检测产水侧压力历史数据
四、预防措施与改造建议
设计阶段
膜壳进水端加装缓启动阀(开启时间≥30秒)
产水管道设置止回阀和泄压阀,确保产水侧压力始终低于进水侧0.3bar以上
高压泵出口配置变频器或软启动器
运行管理
启停操作严格执行“先低压冲洗排气,再缓慢升压”的SOP
化学清洗时控制温度≤35℃,pH值严格按膜厂家限值执行
每月检查膜壳端板与适配器之间的位移情况,可用记号笔做初始定位标记
采购验收
索要膜元件的端板粘接强度出厂测试报告
到货后随机抽取1支进行10bar反向水压测试(仅限未使用新膜),观察端板是否有位移
五、脱落后的处理方案
一旦确认端板脱落,切勿尝试现场二次粘接修复!反渗透膜的工作压力高达10-20bar,非原厂条件下的粘接根本无法保证长期可靠性。正确的做法是:
立即停运该段膜系统,隔离故障膜壳
拆出所有膜元件,逐支检查端板状态
对脱落元件进行报废处理,可联系厂家回收膜材料
检查膜壳内壁和止推环是否有损伤
安装新膜前,彻底排查并消除上述根本原因
结语
反渗透膜元件端板脱落看似是突发故障,实则是长期应力累积或一次严重操作失误的集中爆发。作为水处理技术人员,我们既要掌握精准的诊断方法,更要在日常运维中建立预防意识——每一次规范的手动启停、每一笔完整的运行记录、每一次温和的清洗操作,都是在为膜元件的“关节”延年益寿。希望这篇文章能帮助同行们少走弯路,让每一支膜都能物尽其用。
(本文基于DOW、Hydranautics、Toray等主流膜厂家技术手册及本人参与处理的47个现场案例总结而成)